If this is your first visit, be sure to
check out the FAQ by clicking the
link above. You may have to register
before you can post: click the register link above to proceed. To start viewing messages,
select the forum that you want to visit from the selection below.
Announcement
Collapse
No announcement yet.
Tips for those looking into building their first rod
Now that we have our spine marked and determined how we are going to layout the rod lets install the grips and reel seat. In this instance we are going to make a split grip casting rod. This is one of the Budget kayak rods I made and used last year. I wanted a cheap functional build so I went with pre formed EVA grips, A Fuji reel seat, Mudhole budget blank and a set of low end Fuji casting guides. This whole build (Blank, Grips, Real seat and guides) came in at $45. This price did not include the epoxy, color preserver and thread which I already had.
Items Needed
Reaming tools
Masking Tape
China marker
Drill
Mandrel (18” section of ¼ threaded rod will work)
Sand Paper
Epoxy
Measuring Tape
Tinfoil
Spatula
When you buy grips they usually come in several inner diameters with 1/4”, 3/8” and 1/2” being the most common. If at all possible try to match the inner diameters with the diameter of the blank you are installing them on. To get a rough idea you will need to determine the approximate position of the finished grip and take measurements on the blank above the grip location and the butt diameter for the rear grip.
Its always better to go with a slightly smaller grip inner diameter relative to the blank diameter. You can always take material out of the grip but you cant put it back in there.
Example: Your blanks butt diameter is .500 (1/2”) you would not want to buy grips with an inner diameter of 1/2”. If you did the grip would only be snug on the rear of the blank. The rest would be loose and require you to shim up the blank and possibly cause failure points in the future. Always go smaller and ream the grips to size.
Onto the reaming process. Since the blank is not a perfect cylinder you will need to ream the inside of the grips to match the taper of the blank. Companies make reaming tools to assist you with this. They can be cheap or expensive depending on the product. Mudhole sells razor wands which are basically scrap blank pieces coated with abrasive. This works well and they are relatively cheap. Other products such as the set below that I use cost more. The advantage of the set below is the ability to place it in a drill and speed up the reaming process. You can also make your own with a old rod sections, glue and some abrasive grit.
The first piece of the puzzle in the handle assembly is the rear grip. In this build I went with a split rear grip so we will have two pieces to fit and install. This image shows the butt cap before fitting. The diameter of the blank is a tad larger than the inner diameter of the cap so we will need to ream it out before installing it.
Make sure to take your time when removing material from the in side of the grips and continually check the fit. It should require a little force to slide it on. If its to loose you might not get a good glue bond or require arbors to take up the extra space. Go slow and check often.
Once we have the butt cap reamed to the proper size push it on for a dry fit. Do not glue anything up at this time. Its best to mix up a larger batch of epoxy and glue the whole handle up at once. It is harder to get a good ratio of resin to hardener when mixing up small batches of epoxy. Its better to mix a little more than you need and waste some. Nothing is more frustrating than picking up the rod the next day to find the epoxy has still not cured.
Now that we have the butt cap fitted its time to move on to the rear grip. Before we ream out the grip we will need to determine the distance between the front of the butt cap and the back of the rear grip. This will also determine the location of the reel seat. This procedure is entirely up to the builder and is what makes custom rods unique. You can make a longer grip or shorter grip. It all depends on you, your build plans and what feels comfortable to you. In this build we went with a shorter rear grip seeing it was a kayak rod and my belly gets in the way of longer rear grips.
When you determine the gap between the grips mark the location where the rear grip will end on the blank with a china marker. This will give you a reference point when reaming the grip and ensure you take just enough material out for a tight fit.
As you see in the pic the inner diameter of the rear grip is smaller that the diameter at the final grip location. Time to ream.
Last edited by mmanolis2001; 01-08-2012, 01:37 AM.
Continue to remove material and check the fit until you get a snug fit at the proper location.
Once the rear grip has been dry fitted and is sitting it its final location you can slide the reel seat and front grip into place. If the front grip needs reaming follow the same steps as the rear grip to get a tight fit.
We now have the whole handle sized and dry fitted but we need some fine tuning to the edges of the grips to knock down the corners. This serves an aesthetic and functional purpose. It gives the grips a finished look and takes off any sharp edges that tend to chunk and rip over time.
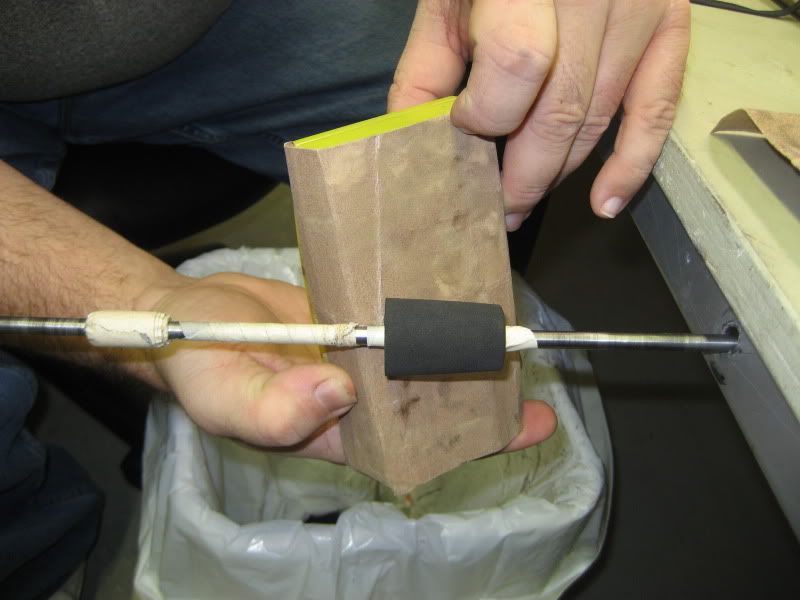
You can do this by hand with a piece of sandpaper or if you have a rod lathe you can shape the grip after it has been glued up on the blank. In this case we are going to use a mandrel, drill and sandpaper.
You can use a 1/4” threaded rod as the Mandrel and build up the outside diameter of the mandrel with masking tape to provide a snug fit when pushing the grip over the mandrel. You want a snug fit to avoid the grip from spinning when sanding. I drilled a hole in the side of the work bench to insert the rod into to steady it while shaping.
Finished grip shaped and ready for epoxy.
I use Rod bond for all my grip assemblies. Its a paste based epoxy and is very forgiving if you don’t get the exact ratio when mixing. A piece of tinfoil provides a good mixing sheet and makes clean up a non issue. Just mix up a batch, Slob it on the rod and throw away the tinfoil. Easy stuff.
I also use a small spatula to measure, mix and apply the epoxy. The spatula allows me to mix and fold the epoxy better and cleans up with a wipe of a paper towel.
Measure out equal parts or hardener and resin and fold and mix them together for a good 2 to 3 mins. When you think your done mixing fold it around for another min. Complete mixing is key.
Once the batch is mixed up you will have around 30 to 40 mins working time before it starts to setup. Its now time to prep the blank.
Dry fit the butt cap and rear grip again. Now make a wrap or two of masking tape against the front of the butt cap and behind the rear grip. This tape servers two purposes. It helps with cleanup after installing the grip. Seeing the grip is a tight fit most of the epoxy is pushed out of the grip when you slide it into place. The tape will protect the blank and when the grip is in place removing the tape will take most of this over glue away. It also serves as placement marker when sliding the grip into position. Its also a good idea to mark the front of the rear grip (the side that will mate to the reel seat) with a china marker. Now the area between the mark and tape will be where you apply epoxy for the rear grip. We want to make sure there is no epoxy on the section of the blank where the reel seat sits. I will explain the reason for this later.
Once the tape and marker are in place remove the grips and apply the epoxy with the spatula. You can use a brush if you prefer. Make sure to coat the entire surface within the marks with epoxy.
Push the butt cap into place rotating it while sliding it up. Rotating will ensure the entire inner surface of the grip is well coated. The process of pushing the grip on will force epoxy out the end. Use the spatula to gather this excess. After the butt cap is in position remove the tape and clean the blank of any epoxy residue.
Repeat the same process on the rear grip rotating and sliding it into position.
The reel seat will require more attention to install properly. Depending on the size and type of reel seat you may have a large gap to fill inside the reel seat. In this case with the blank thru casting seat we had a pretty close fit but there was still plenty of space between the inner diameter of the seat and outer diameter of the blank. So how do we resolve this issue? The answer is with arbors.
Arbors can consist of simple masking tape arbors made by tightly wrapping bands of tape around the blank to build up the diameter. Or pre made composite sleeves that match the inner diameter of the reel seat but require reaming to fit the blank. In this case we can not use the pre made arbors due to the nature of the reel seat.
Remember when I said make sure you don’t get any epoxy ahead or the rear grip? Masking tape arbors will only hold well on a clean blank surface.
First we dry fit the seat and using a china marker mark the location of the blank thru section of the seat. We want to mark this to avoid getting epoxy on this section.
I use 1” masking tape to make most arbors and make sure I wrap the bands as tight as possible. In this case we will need two small arbors. One at the front of the seat and one at the rear. Wrap the tape starting at the rear and continually check the fit of the reel seat. Adding or removing tape to get a snug fit.
Once the arbors have been built up coat the sections with epoxy making sure to avoid epoxy on the area exposed by the reel seat. Slide and twist the reel seat into place and remove any excess epoxy that has been pushed out.
Important thing to pay attention to during this step.
Remember my rant on Spines in the last guide. You will have to line up the reel seat to the spine location based on your build preference. Taking the time to properly spine the blank and gluing up the reel seat in the wrong position does nothing but waste your time and cause frustration. Guess how I found that out?
After the seat is in place you can glue on the fore grip following the same logic.
Now after everything is glued up double check you alignment to the spine and place the rod in the corner of the room. Don’t touch or fiddle with it for at least 12 hrs. I know it will be hard not to grab it in 2 hrs and shake it around to test the feel but trust me. If the epoxy is not set things will move.
I will talk about guide placement and installation later.
Ok we found our blanks spine and the handle is installed. In this casting rod build I wanted to keep the blank as stiff as possible. The spine is located on the bottom (180 degree axis) of the rod and seeing its a casting rod the guides will be placed on the top (o degree axis). Now we need to determine the following.
- How Many guides to use
- What size and type of guides
- Where to place the guides and spacing
How Many Guides to use
The length, build type and action of the blank determine how many guides are needed to properly distribute the load across the blank under flex. Two few guides and the line will not follow the curve of the blank under load. This will cause angular line paths and the load distribution will not be optimal. Too many guides will add more weight to the blank and you will lose some of the original action (soften up) of the blank.
The action of the blank has more impact on the amount of guides needed than the length of the blank. For example a 12' surf spinning blank might only need 6 or 7 guides to properly distribute the load. A 7' med action casting blank might need 8 or more guides to keep the line path optimal. So what is optimal line path?
The line should follow the curve of the blank under load. This is true for both spinning and casting builds. With spinning builds you can generally get away with less guides because the guides and line run under the blank keeping it away from the blank at all times. With casting builds the guides are on the top of the blank and the frames are shorter. This keeps the line much closer to the blank. Because of this we have to use more guides in the build to ensure the line does not touch or dip below the blank under load. Softer blanks will require more guides than stiffer blanks
What size and type of guides
The size and type of guides varies depending on what you want the rod to accomplish. Spinning rods use higher frame guides with larger ring sizes. With the Fuji new concept method spinning rods would use several standard large framed collection guides and a small frame choke guide. All guides froward of the choke guide will be small ring fly guides. This allows the tip section of the blank to remain lite in an effort to keep as much of the original blank action as possible.
Casting rods use low frames and smaller ring sizes. The Fuji new concept still applies to these builds with several collection guides and a choke point with the remaining guides utilizing small fly guides.
Guide frame and ring material also have an impact on blank performance. Harder and lighter ring material along with lighter and stronger frames can change the action of the blank. As an example say we build two identical blanks with the same guide placement and layout. One rod uses low end guides and the other uses high end titanium framed guides. The rod with the low ends guides will be a tad softer due to the increased weight at the tip section of the blank. This is caused by the weight difference between the two sets of guides. Generally titanium framed guides are around 50% lighter than normal guides. Now with this said is the performance difference worth the cost difference? That is up to you as the builder. Both options will result in fantastic builds.
When you order your guides do your self a favor and get an extra running guide. Running guides are the smaller fly guides ahead of the choke point. Its always better to have an extra guide in case the suggested amount does not allow the line to flow with the blank.
Ring size for your tip and running guides are also something to consider. If you are building a med/Lite action rod and don’t expect to use heavy leaders with bulky knots you can go with the smallest ring size available. Heaver rods that need to pass leader knots should use larger ring sizes. I’m my experience med/lite rods passing small leader knots will cast fine with size 6 to 8 rings and tip. Heaver rods using larger leaders and knots work better with size 10 to 12 rings and tips.
Where to place the guides and spacing
Some blank manufacturer’s provide suggested guide placement charts for their blanks and these are great starting points. Fuji also has a pdf file floating around on the web with guide suggestions for dozens of rod lengths and build types. I only use these as staring points when ordering guides and placement testing. 9 times out of 10 this will get you close but you will find some adjustments needed when you load test.
In this build I went with a cheap Fuji casting guide set. This included all the guides needed for this build minus the tip. Tips are generally not included in guide sets and must be ordered separately.
we will need to install the tip and tape the guides in place based off a suggested guide placement chart. This will get us close but we need to load test the blank. When you install the tip use the proper Tip cement. Its basically a high temp glue stick. I hold the tip in a set of pliers and heat the barrel of the tip up for a couple seconds with a flame making sure not to heat the ring area. Then melt the glue and let it drip into the barrel until it overflows. Then immediately install the tip making sure it is aligned properly. The excess glue is easily removed after it cools down. I advise against using super glue or epoxy when installing tips. This will make it almost impossible to remove a tip if you need to repair it or realign it if it sets in the wrong location.
Now we need to load test the guide placement. They make jigs for this but I find it easy enough to get the same results with a weight attached to the line. Insert the reel in the seat and run the line thru the guides. Attach a heavy weight (Full paint cans work great) to the line and load the rod as if you were fighting a large fish.
Notice how the line follows the curve of the blank and does not touch it in any areas. Move the guides around to get the best match. Add extra guides if needed and test the path under different loads.
If you are concerned about casting distance take the time now to head out and do some test casting. The tape will hold the guides on well enough and some fine tuning might result in better casting performance.
When your happy with the placement and testing confirms this you can mark the guide locations with a china marker and move on to the task of guide wrapping.
Wrapping Guides
Before you wrap the guides we need to prepare the guide feet. We want grind them down a little to make the thread transition from the blank up the guide foot as easy as possible. I use a dremmel with a grinding stone but a small fine file will work as well. You will also need to look at the under side of the guide foot after grinding to ensure there are no sharp edges or burrs. If you run your finger under the guide and feel any sharp edges hit it with some sand paper to smooth it out. We want to avoid an sharp edges digging into the blank and possible causing failures down the road.
Now that the guide feet are prepped tape them back into position based off your load testing. You should leave around 1/4” of foot visible to allow the thread to grab hold and seat the guide.
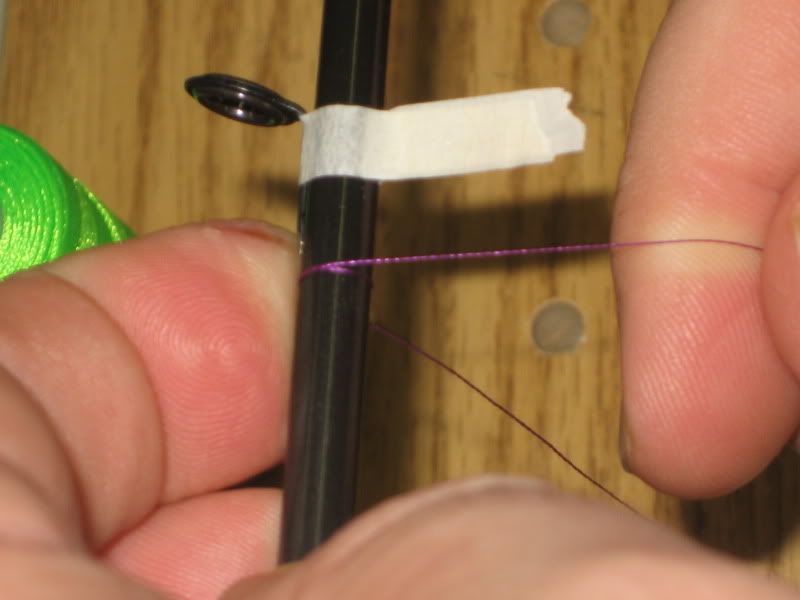
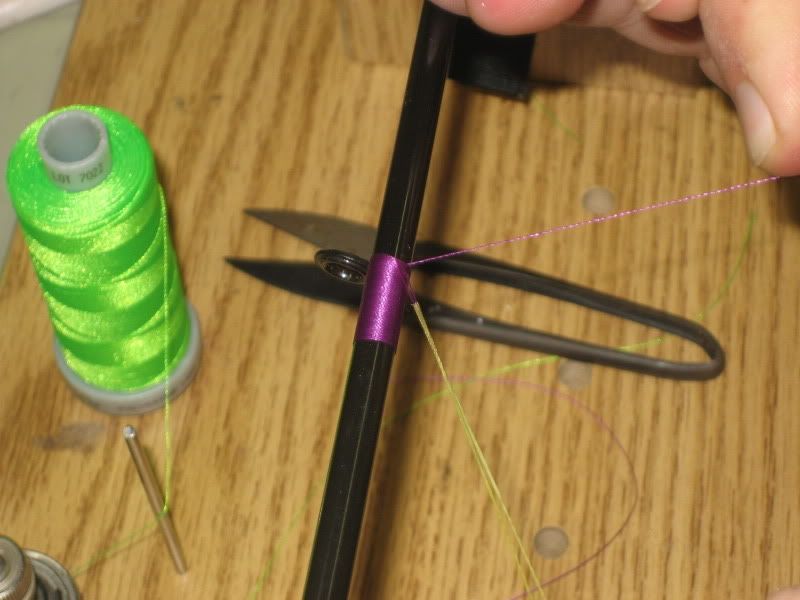
To start the thread wrap it around the blank once making sure the tag end is on the guide foot side.
Now cross the thread over the tag end creating a cross and locking in the tag end. You will have to make several loose wraps to lock the thread down and stop it from slipping.
Once the thread is locked down cut the tag end leaving around 1/8” to wrap over and lock under the guide wrap.
Continue wrapping up the guide foot until you reach the tape.
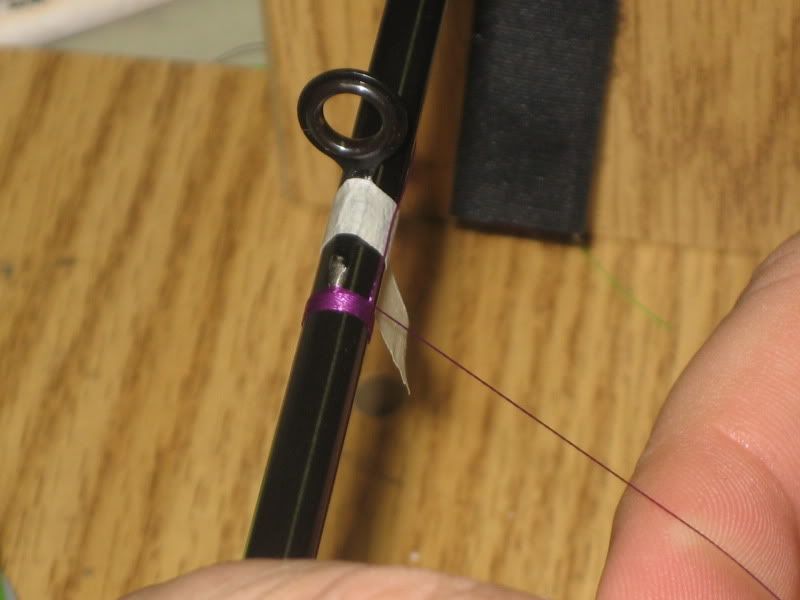
Carefully remove the tape and continue wrapping up the guide until you are about 1/8” from the frame.
At this point you will need to insert the thread pull loop to finish the wrap. I use scrap pieces of power pro as the thread puller. Make a loop of line and wrap in on the guide making sure to place the loop end on the ring side of the guide.
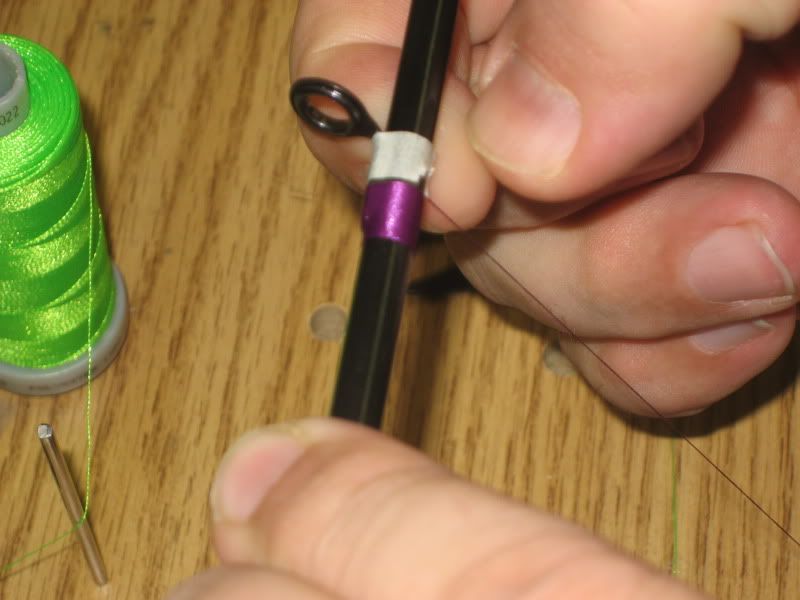
Once the loop is secured continue wrapping over the loop up the guide to the frame.
Once you reach the guide frame place you finger on the wrap and cut the thread leaving around 6 inches of tag end to work with. Leave your finger on the wrap to avoid it unraveling and run the tag end thru the loop.
Grab the tag end and pull it tight while pulling the loop back out from under the wrap. This will pull the tag end under the wrap and lock it in place.
After the tag end has been pulled thru the wrap pull it tight and cut the tread as close to the wrap as possible. If you pull tight enough and clip it close the tag end will tuck in under the wrap and you will not see a thread nub.
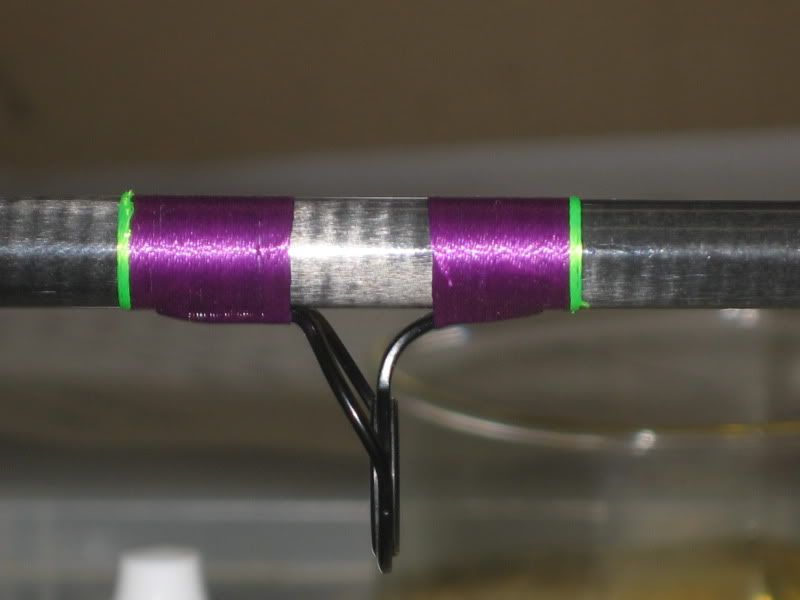
Basic Butt Wraps
Now lets move onto some eye candy. Butt wraps serve no performance purpose. Their only purpose is for artistic expression. They can be as easy as a simple open cross or diamond wrap or as complex as multi pattern in-out wraps and weaves. For this demonstration I will be working on the same set of budget kayak rods used in the previous guides.
Seeing the idea of these builds was to keep it cheap and easy I went with some simple diamonds for the butt wrap. Why even put a decorative wrap on a $40 rod? Well its custom right. It might as well look like a $200 custom.
You will need several tools to layout butt wraps.
Tools Needed
Circle Template ruler
Butt Alignment tool
Straight edge
China Marker
Masking Tape
You could get away without the butt alignment tool but the cost is worth it if you plan on doing multiple rods. It makes the layout process much easier.
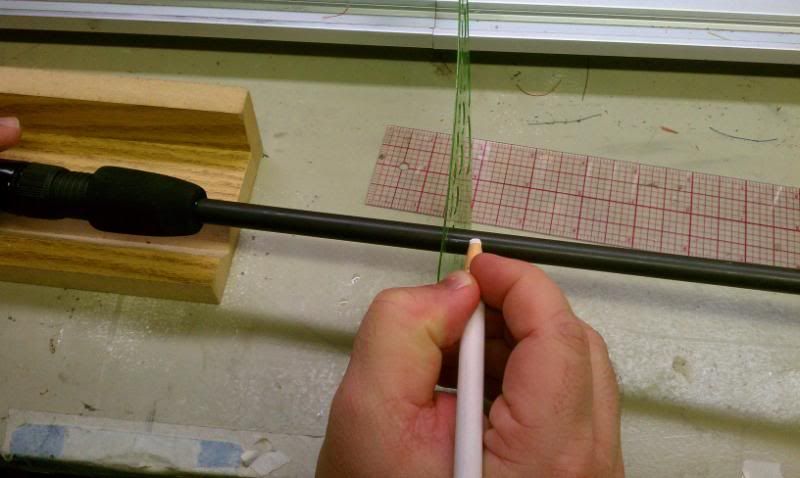
This first thing we need to do is define the pattern axis. This will be a two axis closed diamond wrap utilizing the top (0 degree axis) and bottom (180 degree axis) The top axis is what you will see when holding the rod.
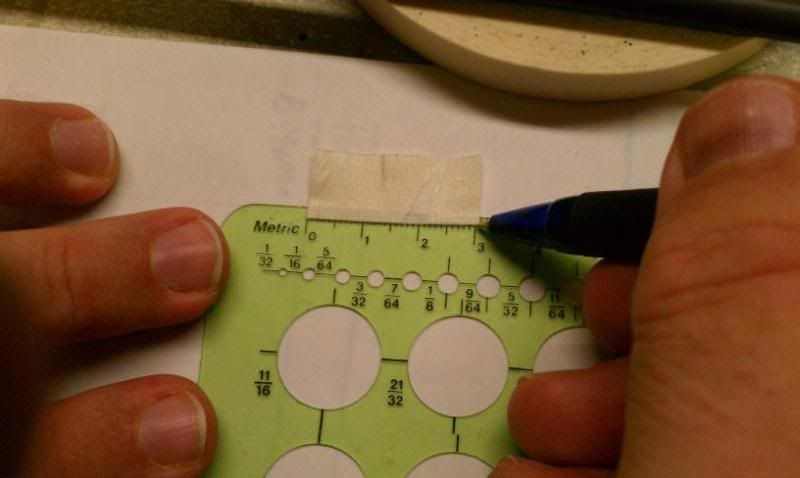
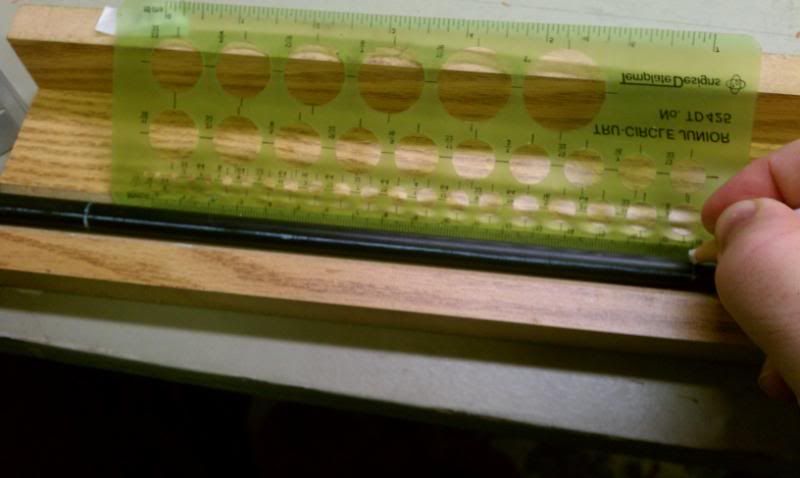
So how do we accurately mark both axis? This is where the circle template ruler comes into play. Select a diameter that matches the blank in the pattern mid point. There are 4 marks on each circle template. 0, 90, 180 and 270. Use the 0 degree mark on the guide to align the template to the rods 0 degree position (top of rod). Mark the blank at this location with the china marker.
Making sure you do not move the template flip the rod over and mark it on the 180 degree position. Slide the guide off and you are left with both mark's on the blank.
Note: If you are using the circle template ruler you will need to layout the axis before putting the guides on.
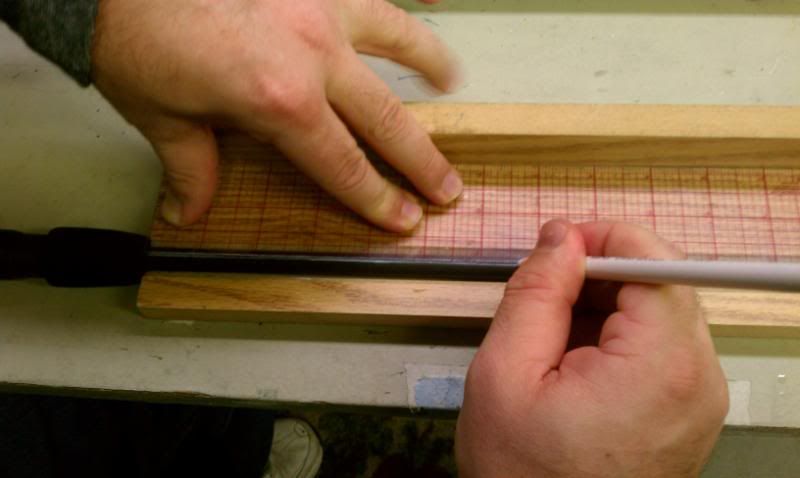
Place the rod in the butt Alignment tool and use the straight edge to draw a line down the center of the 0 degree and 180 degree marks. This will be the top and bottom of your two axis diamond wrap.
Last edited by mmanolis2001; 01-08-2012, 06:42 PM.
Now that we have the two axis of the wrap marked we need to decide whether we are going to do a square, Compressed or elongated diamond. Square patterns will space the centers at a distance equal to the circumference of the blank. Compressed or elongated patterns will decrease or increase this spacing respectively. In this example we are going to do a square pattern. So how do we find the circumference of the blank?
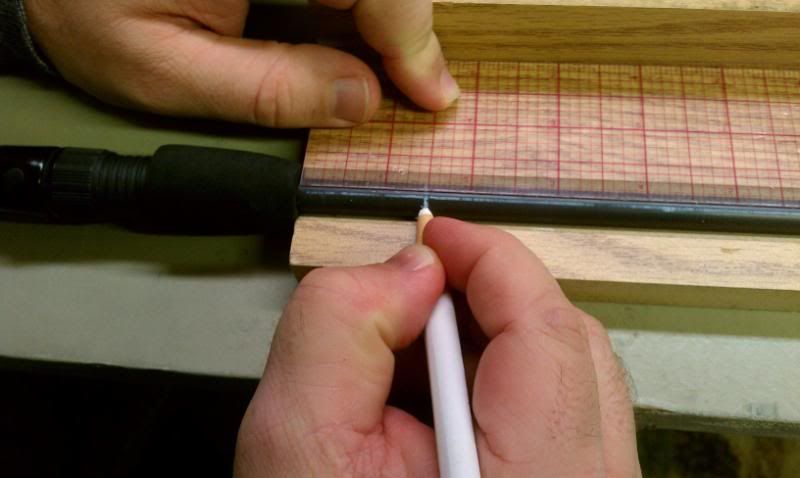
It is a simple process. All it takes is masking tape, and blade and a ruler. First determine the location of the first pattern on the top of the rod (0 degree axis). I usually space this around 1.5” from the fore grip to allow for placement of a hook keeper. Measure and mark the blank at your desired location making sure to mark the blank on both axis.
Now wrap a piece of masking tape around the blank making sure it is straight and touches the marks.
Now cut the tape with a blade and remove it from the blank. Measure the length of the tape and you will have the blanks circumference at this point.
This is the distance between pattern centers for a square pattern. In a perfect world we could just use this distance and mark out 5 or six points up the axis and be finished. This will work if you are wrapping an open pattern but for closed patterns you will run into issues if you only use the circumference at the base of the wrap.
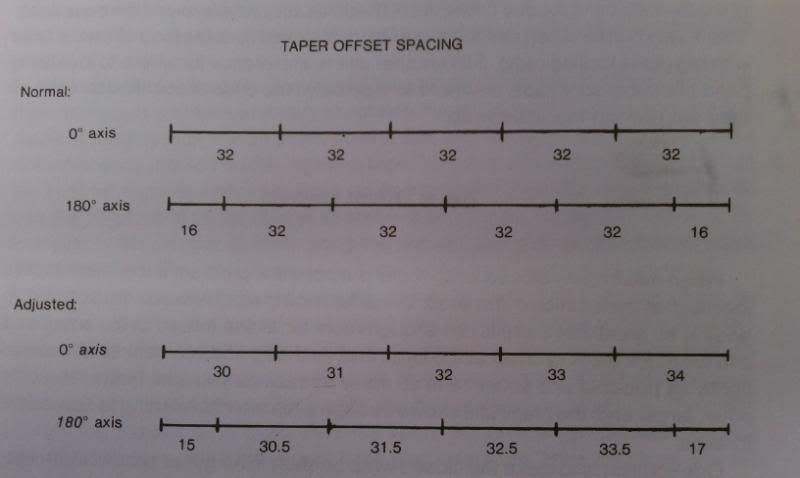
Since the blank has taper to it the circumference at the base of the wrap is larger than the end of the wrap. This will result in the pattern filling in at the end before the base. To resolve this in closed patterns we will need to adjust for taper offset. I’m no expert on this and there is plenty of information about this on the web so I will post a quick version I use.
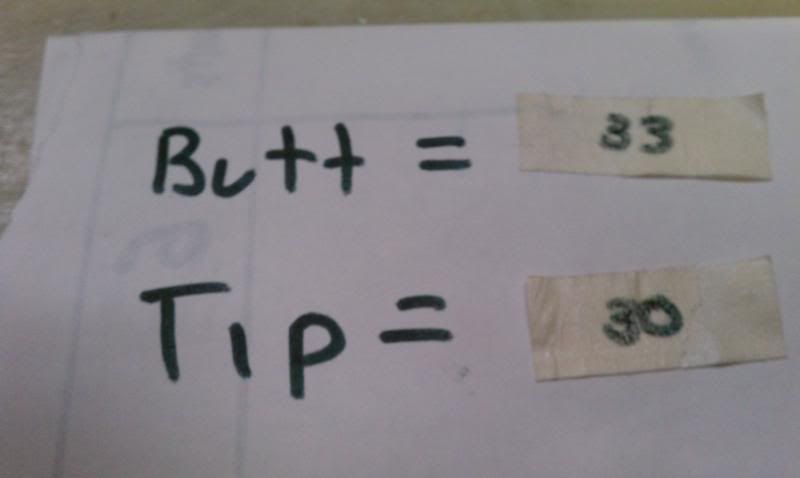
First I take the base measurement (33mm in this case) and multiply it by the amount of patterns I want in the wrap (6 in this case). I take the resulting value and use this distance for the temporary end of the pattern. I will mark the blank at this location and take another circumference measurement here.
Last edited by mmanolis2001; 01-08-2012, 06:52 PM.
This gives us the circumference at the base and end of the wrap. In this case the measurements are as follows
As you see there is a 3mm difference in the blanks circumference between the base and end of the wrap. This is the taper offset. We will need to gradually adjust the spacing as we move from the base to the end to allow the pattern to fill in at the same rate. This image explains the theory behind this.
After the calculations are done we mark the centers of every pattern repeat on the 0 degree and 180 degree axis.
We are now ready to layout the pattern. The blank is marked at the center of every pattern repeat on both the 0 degree and 180 degree axis. To layout the thread we will need to tape the end of the thread to the grip to secure it.
Now wrap the thread forward intersecting the pattern centers at every mark. The first pass up and down the blank is the layout thread. This will be the base starting point of the diamond.
Since we are doing diamond's in this wrap we will need to make two passes up and down the blank for one complete pattern pass. One pass up and down the blank on the top of the layout thread and one pass up and back on the bottom of the layout thread.
In this pic you see one full pass of the diamond. The center layout thread and the pass above and below the layout thread.
Last edited by mmanolis2001; 01-08-2012, 06:46 PM.
Continue wrapping passes above and below the layout thread until you make 7 or 8 passes. You don’t have to be perfect when wrapping the tread. If it looks messy and is loose that’s fine. This is when we pull out the burnishing / thread packing tool.
Use the tool to pack the thread and square up the diamonds.
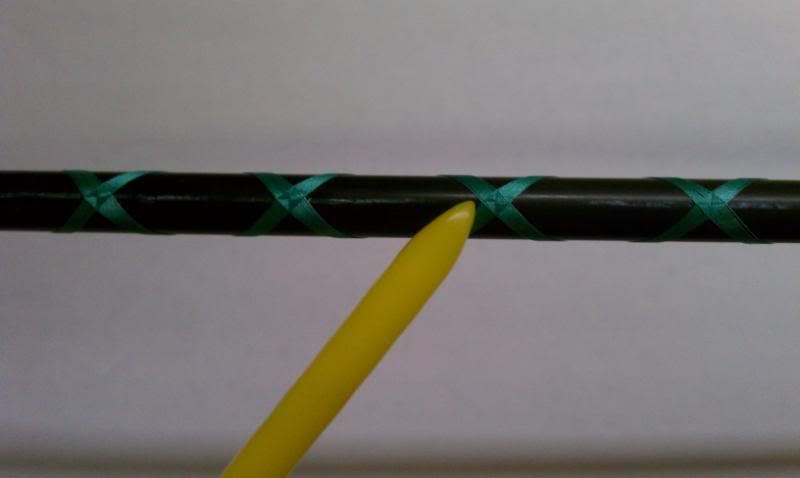
Continue the process of adding thread and packing until you get your desired diamond size. Changing up color while wrapping the diamond or framing the diamond with metallic's is where these simple patterns stand out.
In this wrap I just switched up thread colors and continued until I closed the wrap out. Simple pattern that looks good when completed.
Last edited by mmanolis2001; 01-08-2012, 06:47 PM.
After the pattern has closed out take the burnishing tool and burnish everything up. Burnishing will help flatten out the threads and reduce any gaps still present in the pattern.
Now we need to tie off the pattern to finish it. This is the most nerve wracking portion of a butt wrap. We will need to secure the wrap and cut all the excess thread off for a smooth transition. To start this we will wrap a thread at the base of the wrap locking it in the same way you start a guide wrap.
Increase the thread tension and wrap back towards the grip. High tension is needed to ensure the wrap does not slip or move when we cut the threads in the next step.
Last edited by mmanolis2001; 01-08-2012, 06:48 PM.
Continued
When you get about 2/3 of the way to the grip wrap the thread back on its self to move it clear of the cutting area. Using a sharp blade start cutting the threads used to create the butt wrap. Be careful not to nick the blank or the tie down thread.
Feather the thread to allow for a smooth transition when finishing off the tie down wrap.
Continue wrapping back towards the grip and place a tie off loop when you get close to the grip.
Finish up the wrap and cut the tag end.
Last edited by mmanolis2001; 01-08-2012, 06:49 PM.
 Tweet
Tweet






































































Comment